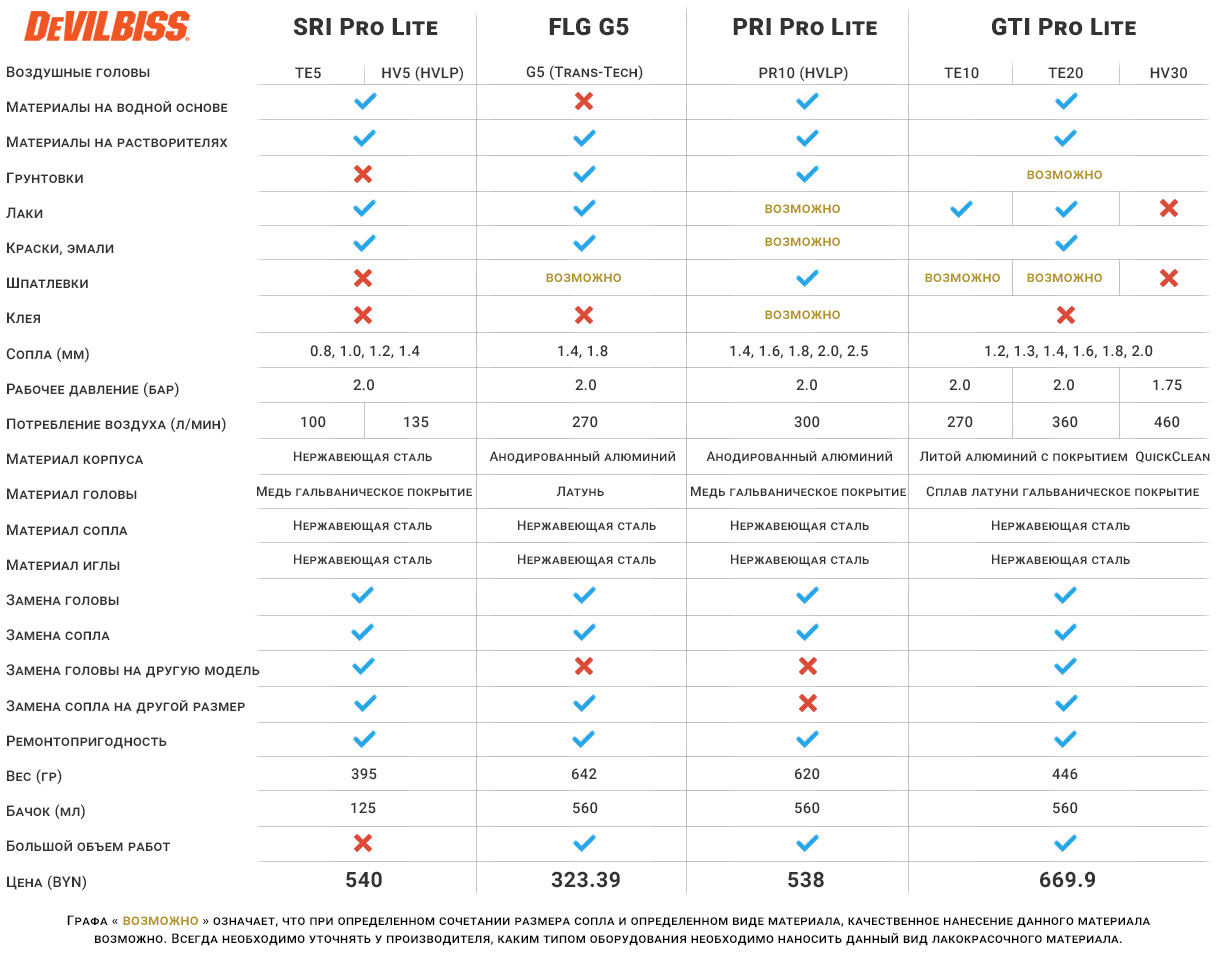
Сравнение пневматических краскопультов

Выбор пневматического краскопульта
Для работы, любому пневматическому краскопульту требуется насос или компрессор. Как правило, пневматический краскораспылитель подбирается под уже имеющийся насос либо компрессор, так как от характеристик насоса зависит какой именно окрасочный пистолет необходим для сбалансированной и полноценной работы.
Краскопульт подбирают под характеристики насоса (компрессора)
Компрессоры (насосы) различаются по характеристикам. Одним из основных параметров насоса является рабочее давление. В большинстве случаев, давление ограничивается 8 барами. У более дорогих и мощных моделей порог может быть 10 бар и выше. Производительность обычно указывается на входе и означает количество забора воздуха в литрах за минуту. А на выходе, из-за потерь (до 35%), эта цифра отличается. Нужно знать, какая имеется потребность в воздухе. Таким образом, краскопульт стоит подбирать под определенные параметры насоса.
Пневматические краскопульты различаются по технологии изготовления (принципу устройства):

Краскопульты HP — технология HP (High Pressure) рассчитана на высокое давление воздуха. Это достаточно устаревшая технология изготовления краскораспылителей. При этом, краскопульты этой серии не отличаются высоким качеством покрасочного покрытия, и при этом они имеют большую потерю ЛКМ — более 50% в виду высокого рабочего давления до 5-6 бар. Это одни из самых простых и дешевых краскопультов, которые можно приобрести.
Достоинства: широкий факел, вследствие чего достигается равномерное нанесение материала (краски, лака), большая скорость нанесения покрасочного материала.
Недостатки: низкий процент переноса краски, примерно до 45%, т.е. 55% купленной вами краски-лака просто улетает в воздух рикошетом от поверхности, превращаясь в туман и оседая, окрашивают все вокруг; благодаря высокому давлению, создаются завихрения в воздухе, что приводит к высокой замусоренности окрашиваемой поверхности, что в дальнейшем ведёт к неизбежной шлифовке и полировке поверхности после окрашивания.

Краскопульты HVLP — технология HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление) достигается благодаря специальной конструкции краскопульта, при которой давление в воздушной головке ниже, чем давление на входе в пистолет. За счет этого резко снижается туманообразование, соответственно и потери ЛКМ (экономия до 30%), а коэффициент переноса достигает более 65%. Поэтому, краскопульты этой системы признаны и широко известны как «суперэкономичные». Кроме того, воздушное сопло, разработанное с помощью новейших технологий, на окрасочных пистолетах данной серии позволяет добиться совершенного, мельчайшего разбиения и стабильной формы факела, что является всегда гарантией достижения превосходного результата и неизменного высочайшего качества покрытия.
Достоинства: высокая экономия материалов, практически отсутствие опыла, нет завихрений — нет мусора.
Недостатки: высокое потребление сжатого воздуха, от 360 и выше литров в минуту, следовательно, нужен мощный компрессор с большой производительностью; увеличенный диаметр воздухопровода (установка дополнительных фильтров очистки воздуха от влаги и масла, так как компрессор работает, что называется, «на всю катушку» перегоняя массу воздуха); от маляра требуется высокий профессионализм (чуть задержал руку при проводке, и подтеки тебе гарантированы); из-за близкого расстояния краскопульта до окрашиваемой поверхности, неудобно красить далеко расположенные места, к которым трудно дотянуться.

Краскопульты LVLP — новейшая европейская технология LVLP (low volume low pressure / малый объем воздуха — низкое давление) была разработана на основе известного принципа HVLP (большой объем — низкое давление). Наряду с улучшенными результатами распыления, этот метод отличается малым расходом воздуха (170-200 л/мин). При работе LVLP краскопультов значительно снижается уровень перераспыла (опыла). Это позволяет сократить расходы на краску и воздухоочистители, что важно при работе с дорогими и качественными лакокрасочными материалами. Коэффициент переноса краски на поверхность составляет 70-80 %. Результатом технологии LVLP является оптимальное сочетание высокой скорости и производительности нанесения ЛКМ (лакокрасочных материалов), малого образования тумана (опыла), низкого расхода воздуха и краски и высокого качества распыления.
Достоинства: низкое потребление воздуха, высокий перенос материалов на окрашиваемую поверхность, низкая чувствительность к перепадам давления.
Недостатки — не обнаружены.
Сопла краскопульта различаются по диаметру
Следующим пунктом различий является диаметр сопла краскопульта. У разных производителей они бывают от 1.0мм до 2.8мм и даже больше (для распылителей строительных смесей до 6,0мм). Сразу скажем, что для любителя будет достаточно выбрать сопло диаметром 1.2 - 2.0 мм. Оптимальным вариантом будет 1,3 мм или 1,5 мм. Они подойдут под большинство красок, и удовлетворят потребителя качеством покраски. Размер сопла (форсунки, дюзы) должен быть адекватен размеру зерна распыляемого материала. Меньше зерно — меньше диаметр сопла.
| Для базовых покрытий «металлик» | 1.2-1.3 мм |
| Для лака и акриловых красок | 1.4-1.5 мм |
| Для акриловых 2К грунтов оптимальными размерами сопла будут | 1.5-1.7 мм |
| Для нанесения жидкой шпатлевки | 1.7-2.0 мм (иногда, возможно больше) |
Для первой покраски, в качестве универсального, подойдет краскопульт с дюзой 1.4 мм. Его можно использовать и для грунтовых работ, добавляя растворителя в грунт чуть больше нормы, для достижения более жидкой консистенции. В продаже бывают сменные комплекты сопл и игл с довольно широкой линейкой диаметров. Подобный комплект сделает ваш краскопульт универсальным.
Бачок краскораспылителя
Так же, краскопульты отличаются расположение бачка для краски и материалом из которого он сделал. Материал бачка — это либо пластик, либо металл. Расположение — либо верхнее , либо нижнее, крайне редко боковое. При верхнем расположении бачка краска подается под силой земного притяжения. При нижнем — путем создания всасывающей силы самим краскопультом. Разницы в качестве покраски и распыления у краскопультов с разным размещением бачка, при одинаковой системе распыления нет. Выбирают их только в зависимости от того, каким в каких условиях и при выполнении каких работ удобнее будет работать.








